中智電氣主營伺服電機,伺服驅(qū)動器,伺服系統(tǒng),中低壓變頻器!
專注伺服電機、伺服驅(qū)動器研發(fā)制造
您身邊的工業(yè)自動化專家
 18913354648
18913354648
1891335464818913354648

來源: 發(fā)布時間:2017-03-01 14:40:24 瀏覽次數(shù):次

用數(shù)控機床加工一個零件的過程見圖
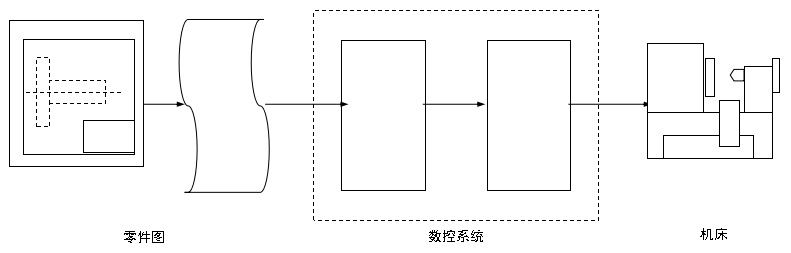
用數(shù)控機床加工工件時,首先由編程人員按照零件的幾何形狀和加工工藝要求將加工過程編成加工程序。數(shù)控系統(tǒng)讀入加工程序后,將其翻譯成機器能夠理解的控制指令,再由伺服系統(tǒng)將其變換和放大后驅(qū)動機床上的主軸電機和進(jìn)給伺服電機轉(zhuǎn)動,并帶動機床的工作臺移動,實現(xiàn)加工過程。數(shù)控系統(tǒng)實質(zhì)上是完成了手工加工中操作者的部分工作。
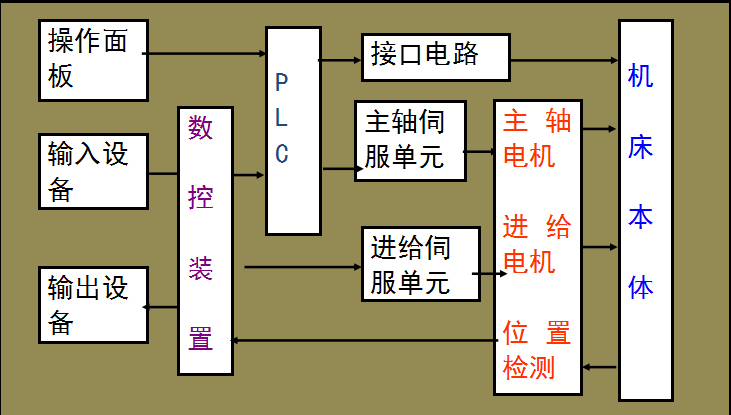
一、 伺服系統(tǒng)的組成
數(shù)控機床的伺服系統(tǒng)按其功能可分為:進(jìn)給伺服系統(tǒng)和主軸伺服系統(tǒng)。
主軸伺服系統(tǒng)用于控制機床主軸的轉(zhuǎn)動。
進(jìn)給伺服系統(tǒng)是以機床移動部件(如工作臺)的位置和速度作為控制量的自動控制系統(tǒng),通常由伺服驅(qū)動裝置、伺服電機、機械傳動機構(gòu)及執(zhí)行部件組成。
進(jìn)給伺服系統(tǒng)的作用:接受數(shù)控裝置發(fā)出的進(jìn)給速度和位移指令信號,由伺服驅(qū)動裝置作一定的轉(zhuǎn)換和放大后,經(jīng)伺服電機(直流、交流伺服電機、功率步進(jìn)電機等)和機械傳動機構(gòu),驅(qū)動機床的工作臺等執(zhí)行部件實現(xiàn)工作進(jìn)給或快速運動。
數(shù)控機床的進(jìn)給伺服系統(tǒng)能根據(jù)指令信號米青確地控制執(zhí)行部件的運動速度與位置,以及幾個執(zhí)行部件按一定規(guī)律運動所合成的運動軌跡。如果把數(shù)控裝置比作數(shù)控機床的“大腦”,是發(fā)布“命令”的指揮機構(gòu),那么伺服系統(tǒng)就是數(shù)控機床的“四肢”,是執(zhí)行“命令”的機構(gòu),它是一個不折不扣的跟隨者。
二、伺服系統(tǒng)的基本特點
1. 位移米青度高
伺服系統(tǒng)的米青度是指輸出量能復(fù)現(xiàn)輸入量的米青確程度。伺服系統(tǒng)的位移米青度是指指令脈沖要求機床工作臺進(jìn)給的位移量和該指令脈沖經(jīng)伺服系統(tǒng)轉(zhuǎn)化為工作臺實際位移量之間的符合程度。兩者誤差愈小,位移米青度愈高。
2. 穩(wěn)定性好
穩(wěn)定性是指系統(tǒng)在給定外界干擾作用下,能在短暫的調(diào)節(jié)過程后,達(dá)到新的或者恢復(fù)到原來平衡狀態(tài)的能力。要求伺服系統(tǒng)具有較強的抗干擾能力,保證進(jìn)給速度均勻、平穩(wěn)。穩(wěn)定性直接影響數(shù)控加工米青度和表面粗糙度。
3. 快速響應(yīng)
快速響應(yīng)是伺服系統(tǒng)動態(tài)品質(zhì)的重要指標(biāo),它反映了系統(tǒng)跟蹤米青度。機床進(jìn)給伺服系統(tǒng)實際上就是一種高米青度的位置隨動系統(tǒng),為保證輪廓切削形狀米青度和低的表面粗糙度,要求伺服系統(tǒng)跟蹤指令信號的響應(yīng)要快,跟隨誤差小。
4. 調(diào)速范圍寬
調(diào)速范圍是指生產(chǎn)機械要求電機能提供的高轉(zhuǎn)速和低轉(zhuǎn)速之比。在數(shù)控機床中,由于所用刀具、加工材料及零件加工要求的不同,為保證在各種情況下都能得到上佳切削條件,就要求伺服系統(tǒng)具有足夠?qū)挼恼{(diào)速范圍。
5. 低速大扭矩
要求伺服系統(tǒng)有足夠的輸出扭矩或驅(qū)動功率。機床加工的特點是,在低速時進(jìn)行重切削。因此,伺服系統(tǒng)在低速時要求有大的轉(zhuǎn)矩輸出。


掃一掃打開手機網(wǎng)站

掃一掃關(guān)注中智微信





